SOURCE https://www.eng-tips.com/viewthread.cfm?qid=401671
NOTE: The original source is VERY lengthy, but worth reading. Copied below are the “highlights”.
QUESTION
EighthBen
Our company is manufacturing machines for wood industry. In certain devices we have a wood log rolling down and hitting the steel wall. At the moment of impact there is a huge amount of energy absorbed. This causes minor movement of the construction elements, and sometimes we get loosened bolts in that part of machinery or nearby.
Therefore now I must research the ways of locking the bolt.
We tried: din 985 nuts, din 127 washers, and Locktite glue. Nothing helps, it keeps loosening. After that we started welding the nuts to the bolts, because it never has to be disassembled, so it is not a problem.
So now I want to familiarize myself deeper with the ways of locking the bolts. I’ve tried to find the textbook or any other kind of source of information about the usage and differences (in effectiveness of prevailing loosening) of these methods:
din 985 - nut with nylon
din 6923 - nut with expanded bottom and with teeth
din 127 - washer with cut
din 6798 - washer with many cuts
nord lock - from wurth - looks serious, though pretty expensive, haven’t tried it yet.
If anybody could advice me where could I find more information on comparison of these locking variants, I would be so grateful. We have other machines with smaller impacts where could avoid welding, but I want to get some theory and lab experiment result before going to “try and hope” routine.
REPLIES
Meshca
Have you considered jam nuts or prevailing torque lock nuts in certain locations?
Consider using a combination of locking methods: liquid thread locking, a prevailing torque nut that isn’t nylon (i.e. deformed thread), and a split lock washer.
Using finer thread helps as well.
Quote:
Results from testing show that a fine-pitched locknut endures twice the cycles of vibration than does a corresponding coarse-pitched locknut, provided all other conditions are the same.
-Experiential Analysis of Thread Movement by Auburn U.
There’s some interesting information in that paper.
benta
In my experience, forget the washers.
It sounds a bit like the bolts are undersized and flex too much on impact.
Another solution might be castle nuts with cotter pin.
3DDave
Bolts depend on elastic preload to hold tension. If you are losing tension it’s because you are exceeding the preload. No retaining device will work if the preload is being exceeded. It is likely the preload is gone because of plastic deformation of the parts. Either the bolts are stretching or the flanges they are through are getting dented under the nuts/washers.
Check the web site Bolt Science for better information. http://www.boltscience.com/pages/vibloose.htm
Another thing to consider is the use of match-reamed press-fit pins to take the shear load between items so that the movement of parts cannot happen and cannot cause that mode of motion to damage the bolted connection.
MikeHalloran
All advice above is worth considering.
Consider bigger bolts, and mechanical anti-rotation devices like french locks or stage 8:
desertfox
I would use Nordlock washers:-
http://www.nord-lock.com/nord-lock/wedge-locking/w…
“Do not worry about your problems with mathematics, I assure you mine are far greater.” Albert Einstein
Tmoose
Does the “minor movement of construction elements” cause any problems, like cracking or wear of mating surfaces?
Bolts holding “sheet metal” together don’t have much grip length, so even proper preload is not accompanied by much bolt elongation.
If faying surfaces get buffed down a little when things shift, preload is lost, and the party is over. Using substantial thick walled steel spacers with well finished ends would allow using bolts at least 7 diameters long, and help a lot keeping things tight under duress.
CoryPad
I am guessing that your joint subjects the fasteners to transverse shear loading. This topic has been covered extensively, try these:
SAE 2014-28-0035
SAE 2007-01-1663
SAE 2007-01-0807
SAE 2006-01-988
SAE 2005-01-1320
J Mech Des v127 (2005) 1191-1197
The best way to prevent the loosening is to prevent the shear force overcoming the friction preloading from the screws. You can use shear pins, or larger fasteners, or more fasteners, or higher fastener preloading. Without more details, it is difficult to select the best solution.
Compositepro
I think dowel pins in match drilled holes near your bolts would be a simple and cheap solution. The dowel pins take the shear loads and prevent any movement, and the bolts provide the clamping.
3DDave
Developing a long-term solution requires understanding the magnitude of the loads being resisted.
According to this http://bobhooversblog.blogspot.com/2007/04/4-into-… VW didn’t originally use much engagement, but US hot-rodders did, with VW copying the fix.
This (http://www.thesamba.com/vw/forum/viewtopic.php?p=3…) write-up suggests that the dowels have clearance holes in the flywheel, which means they aren’t ordinarily carrying shear, so when the nut is loose they just get beaten up as opposed to match-drilled, match reamed, and controlled interference fit.
For reference:
4 cylinders at 3000 RPM is 100 impacts per second; 10,000,000 cycles in 28 hours of operation. Since those dowels aren’t press fit in both parts, it is reasonable to see that they are undersized for that sort of duty in the material they are joining.
(3000rev/minute)(2 strokes/rev)(1 firing/4 strokes/cylinder) * 4 cylinders * 1 minute/60 seconds = 100 firing/second.
Tmoose
I think it is less about the dowel fits, and more about the limitations inherent in a doweled joint when it comes to dealing with alternating loads.
IF the VW or Porsche gland nut is tightened enough, and IF the dowels fit snug in the flywheel ( they are always danged tight in the crank ) and IF mating faces are carefully detailed, the joint does not move and the dowels remain perfect for the life of the vehicle in reasonable street use. However, Any deficiency in the installed clamping preload, or mating surface condition and parts are ruined.
As you said, probably by zillions of loading cycles.
Note your Samba link has a few responses about “match reaming” the flywheel and crank using a fixture.
That was the standard method of adding 4 dowels to a VW crank/flywheel back in the 70s. Reaming the crank dry, and the flywheel lubricated (or maybe vice-versa) was done to make the crank fit very tight, and the flywheel somewhat dis-assemblable.
How accurately do you think VW or Porsche could make a few million crank and flywheel dowel patterns?
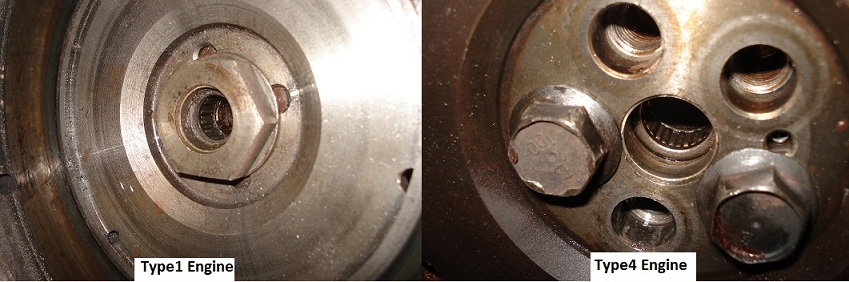
VW and Porsche abandoned dowels as a significant flywheel attachment detail in the 60s, as soon as their engines exceeded 70 HP or 4 cylinders.
From the beginning the Porsche 911 used a bolted flange connection.

The VW 4 cylinder “Type 4” abandoned the dowels, save for 1 for “clocking” location purposes.
Ask any Chevy or Ford or Dodge racer about what they had to do to upgrade their 6 or 8 bolted flywheel attachment from 160 to 800 or more HP, and they may have bought some better (non-fitted!) bolts for $20.
Factory DURAMAX flywheel attachment is with 8 bolts. ~ 400 HP and over 750 lb-ft (average) torque, delivered in Diesel pulses.
http://www.socaldiesel.com/rawimages/StrokerKit.JP…
If you need to transmit 10,000 HP and maybe 6000 lb-ft of torque reliably ( at least for 10 seconds ) then this is a proven attachment method.

Looks like 8 bolts to me.
Similarly, it used to be pretty standard to attach automotive flanged hubs to rear axles with a key and a taper fit, with a nut torqued to 100 lb-ft or more.
Practically everyone migrated to axles with integrally forged flanges, probably due to issues with loosening and even long term axle breakage. Granted, wheel loading is pretty complex and variable, but securing the wheel and brake hard against the flange with a handful of bolts/nuts is generally pretty reliable. All I have to do is keep the bolts are “tight enough.”.
Compositepro
For dowel pins to work they must be interference fit and large enough in diameter to to provide a enough bearing area so that the yield strength of the holes is not exceeded. Just like the bolts, if there is any movement in the joint from the impacts, they will wear loose.
Perhaps simply using twice as many bolts could also work. This would be simpler than match drilling dowel pins.
Slowzuki
I’m assuming most of the respondents have not worked in a sawmill environment. Fancy fixes to this problem will not be appreciated by the customer the next time the line is revised or requires maintenance.
I’m assuming the log is falling from a trim saw or sorting machine onto a drag chain or rollers. Many manufacturers use a small ramp to let the log roll past the chain a small distance up the ramp then back onto the chain to reduce the impulse. This can reduce the mass of steel and fasteners needed in the area substantially.
Re the locktite or similar, well prepped bolts with the permanent grades won’t likely loosen but require use of a torch to heat them for removal. This can be a problem if the line is inside near the headsaw or planers, trying to clean the floor and machines adequately for hot work isn’t fun.
Unless there is a good reason not to, welding with good details to prevent cracks from forming is an excellent option.
Increasing fastener size and switching to fine threads is another option but increasing bolt length and double nutting works well too. Also re: welding nuts to bolts, its better to double nut and weld the two nuts to each other than to weld to the bolt. Much easier to service later, a grinder or sawzall can cut the weld and the relatively cheap nuts removed quickly.
alloyboy
Any weldment ,assembly if subjected to repetitive impacts, will loosen in time !
I have to agree with bdeuell. deceleration of the item (log) before impact, IMHO ,will lessen the chances
of failure.
IFRs
Ever tried lock bolts? Google Huck Bolts. They are used in the rail industry for putting rails an box cars together, the repetitive hammering over the rail joints messed with bolts. They are used in many other industrial applications, are available in a wide variety of sizes and grades. They have special removal tools that make it easy in the future.
CoryPad
The helical compression spring can have a much lower spring rate than a helical spring-lock washer, which will make it much less sensitive to vibration loosening. Having said that, I always favor preload as the primary method to avoid vibration loosening.

{kind=link}