I have a project where the fabricator wants to mitre the corner of 2 W24x94s as shown in the attached sketch. Does anyone have any concerns about the analysis and design of same? I can add a web stiffener diagonally, if necessary. I’ve not encountered this for any projects, and I don’t have a really good reason to tell him not to… it’s his nickel.
If he can cut the beam and column from the same piece, he doesn’t waste material but his cutting and welding costs go up a bit. Normal people? Who are they?
Okay, so if the rectangular box resists external pressure pushing inward, the exterior flanges of the W24x94 are in tension at the corners, putting the diagonal stiffener in compression. If the box is retaining an internal pressure pushing out, the stiffener is in tension. Either way, the stiffener makes sense.
Dik:
Why not cut the beam ends square, probably the more conventional approach? Cut bm.#1 short and to butt against the inside flg. of bm.#2. Put an end pl. on the end of bm.#2, the same width and thickness as the flgs. Then, add the stiffeners, both sides, diag. and perpendicular to the flgs. on bm.#2. Then, all the web stiff. and end pl. work happens on bm.#2 at one work station. The diag. bm. end cut may be a slightly more difficult cut to make perfectly. I suspect that the cost is about a toss-up and the detail is the fabricators choice. The exact weld sizes and details will depend on the moments and forces on the joint. This joint detail would be designed and welded the same way as the joint btwn. the beam and col. on a portal frame.
@dhengr@BAretired Thanks for the suggestion and that’s the way I would normally do it, if I didn’t use bolts… No such luck… The client is a steel fabricator and ‘he wants’ to use mitred corners. I’ve just sent the report on. The W24x94 go a tad outside the elastic range by about 40 'K, so a little plastic redistribution is required. I’ll call the guy in the morning to explain what I’ve done.
It’s always comforting to have someone confirm my approach. Again, thanks.
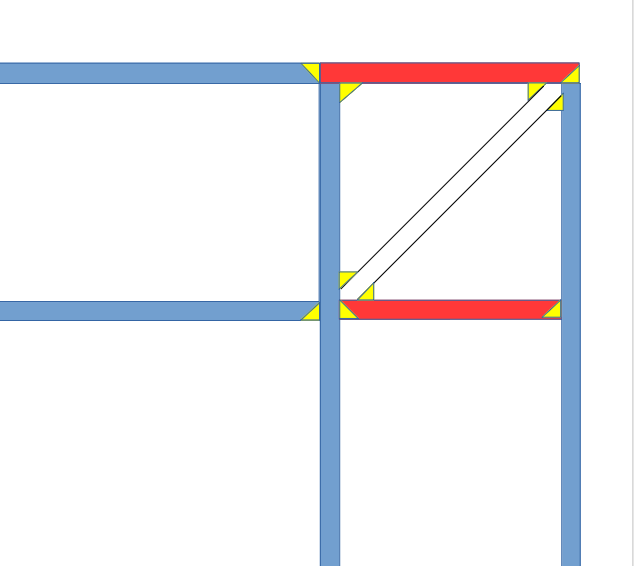
I’m anything but expert at welding, but would this be okay? Blue represents flange, red are horizontal plates and white is the diagonal plate which has to be double bevelled each end. Yellow represents weld metal.
Thanks… the problem has become far more complicated in that two of the waler frames have to be trimmed and there is nothing to support the horizontal load.
Dik:
Maybe you would be better off fabricating those corner sections/details completely in the shop, with 5’ to 7’ leg in each direction, and end pl. bolted moment connections in the field. Then, you would fill in the remainder lengths with some straight beams, cut to length, with matching end pl. moment connections, but at a much lower moment demand. I would sell this to any heavy civil contractor, that on the next job the corner sections would be reused with new straight beams as long as all else check out. They all have this kind of material in their bone yard, storage yards, but these corners would be much cleaner to reuse.
I wouldn’t normally do a mitred corner… just a stiff end plate bolted to the flange of the adjacent beam with stiffeners… the easiest way. The client wants mitred corners and doesn’t want bolted connections. I don’t understand why… Even stiffened end plates on shop fabricated mitred corners makes more sense.
That’s the way I would normally do it, but would have a bolted stiff end plate on the connecting beam. Your stiffener in the corner is in the right place and I placed mine at 90deg since the mitred web was in the way. The web stiffener would be shy of the flange a tad just to make placement and welding easier, and I’d notch it to clear the beam fillet.
Lots of new thoughts and needs just before I posted, so sorry about that, didn’t see em. BA, that’s essentially what I had in mind with my first post, what’s your current billing address? That’s about the welding I had in mind too. Except, with the miter joint, the web has to be cleaned up before you can install the diag. stiff., but then that stiff. will act as a back-up for several of the flg. welds. Some of the stiff. jnts. probably don’t have to be CJP, while the flg. welds may need to be. Dik, you and the contractor certainly throw big monkey wrenches into the gears, don’t you? My latest corner scheme might work as a temp. waler (support frame) at each level which needs rework, prior to being used at its final level.
 That’s about the welding I had in mind too. Except, with the miter joint, the web has to be cleaned up before you can install the diag. stiff., but then that stiff. will act as a back-up for several of the flg. welds. Some of the stiff. jnts. probably don’t have to be CJP, while the flg. welds may need to be. Dik, you and the contractor certainly throw big monkey wrenches into the gears, don’t you? My latest corner scheme might work as a temp. waler (support frame) at each level which needs rework, prior to being used at its final level.
That’s about the welding I had in mind too. Except, with the miter joint, the web has to be cleaned up before you can install the diag. stiff., but then that stiff. will act as a back-up for several of the flg. welds. Some of the stiff. jnts. probably don’t have to be CJP, while the flg. welds may need to be. Dik, you and the contractor certainly throw big monkey wrenches into the gears, don’t you? My latest corner scheme might work as a temp. waler (support frame) at each level which needs rework, prior to being used at its final level.