I have made some progress so far, since I’ve had some basic machining tools for a long time.
My recent acquisition is a small/medium size manual lathe. The intent is to learn to use this more rigorously than the lathes I’ve used in the past, especially how to align parts and set-up tools for precision work.
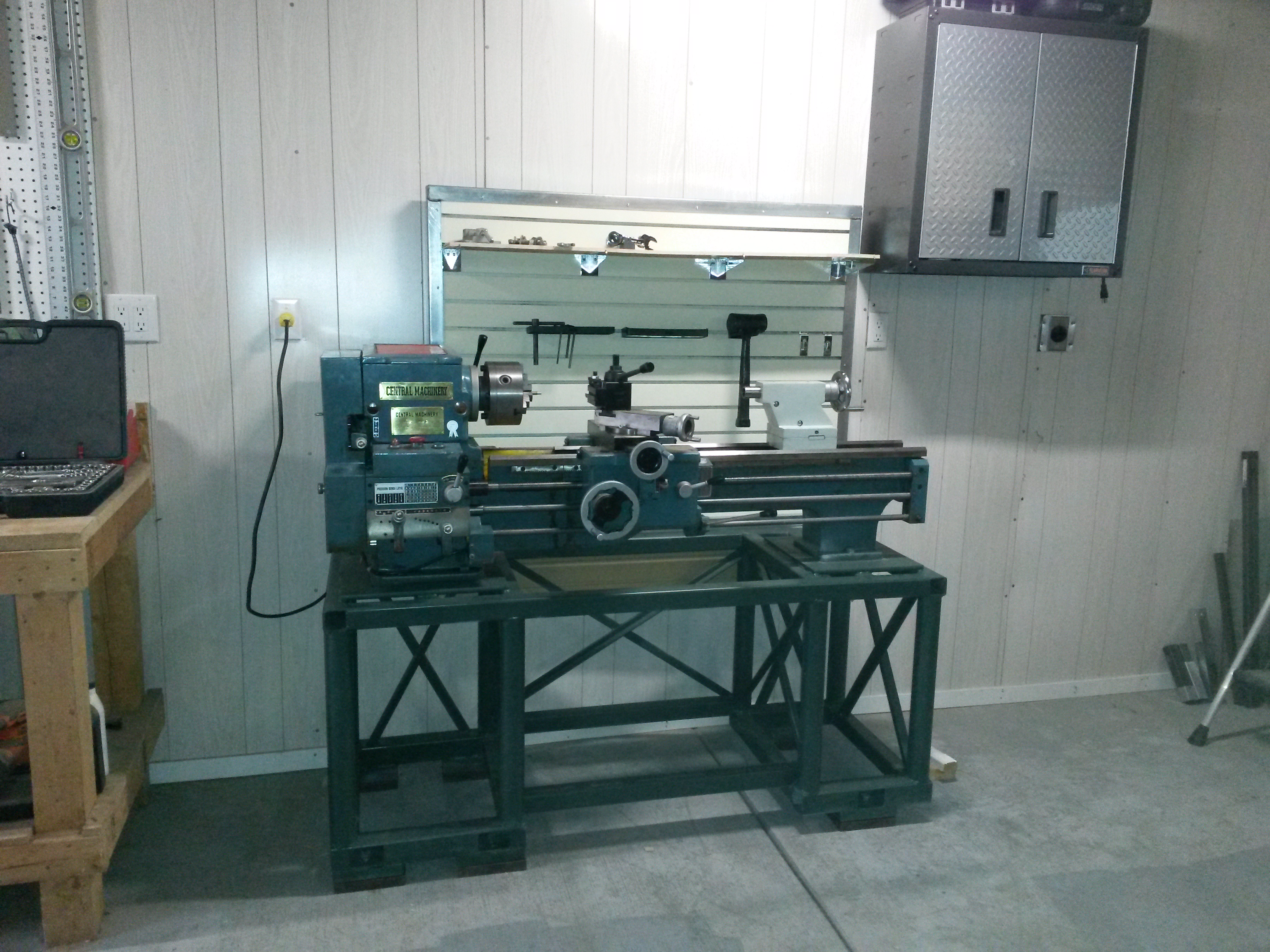
Here it is with some special items added already:
Custom table built by the previous owner, painted by my son.
This lathe was made in 1986 in Taiwan. As far as I can tell all of the mechanical components are OK. The drive belts are a bit worn but this is hardly surprising. This model of lathe has been copied many times over the years - its “descendant” is still available from Grizzly but there are variants from Frejoth, Enco, and probably others. Hopefully that means that it will be easy to buy parts.
The electrics are glitchy, and I am in the process of re-wiring the stop/start/reverse circuits to behave more safely and reliably. It goes beyond having oil in some switch contacts; no point explaining.
There are many ways to go from here… Invest in more equipment, or in better use of the equipment one already has. Seek revenue from fabrication projects, or focus on personal projects or self-education.
Attempt to supplement the money already spent with revenue, or accept it as worthwhile in its own right. I like having choices and I don’t think I need to pick one path yet.
Hi Berkshire,
I’ve just added a little footnote to the CNC Router thread. This lathe will take priority over that router project, and at some time I would like to get a knee-mill (perhaps just table-top) and maybe even a shaper. These machines are important for making the parts needed in a CNC Router. Trying to do that project, without having these tools at my disposal, would be difficult.
You need a few more cutter holders for your quick change tool post, for turni g, facing, cutoff, boring, and threading. Plus a 1" travel indicator with a magnetic base. And a strong light and a good magnifier.
…And a 4-jaw chuck, and a steady-rest… The list is long, Mike!
The guy I bought it from did have a set of reversible jaws for the 3-jaw chuck, a live center and a chuck for the tailstock, and a couple of tool holders for the tool post (but not many).
Sparweb,
A shaper is a bit of a dinosaur tool these days , you can do everything a shaper does with a milling machine. I would not go out and get one unless it is practically free. A horizontal mill attachment for a vertical mill will get you everything you need.
Get Digital Read Out’s for the mill. I bought a cheap Harbor Freight mini mill (benchtop) and even cheaper magnetic dro’s like the ones in the link below.
DRO’s for the lathe axes are useful too, but can be a pain to fit…unless you have a milling machine to make the brackets and guards etc.
Used the mill again just last week - the niece pointed out that a couple of closet doors weren’t latching, so I used the mill to cut a pocket in the strike plates to better fit the latches.
Now I have the lathe wiring worked out and installed. Runs much nicer and no more danger of toggling it into reverse by accident.
Took a few cuts from a piece of steel to “christen” the lathe. Had to grind a point onto a piece of tool steel first. Can’t really remember how to do that either !
Ahhh DRO’s. So nice when they work well you take them for granted. If I get a mill without one it will probably come as a shock to try to use it.
Don’t think I ever even looked at the crank wheel scales on the old boss’s First knee mill back in the day.
I had it easy back then and couldn’t appreciate it.
I checked up on the iGauging DRO equipment and they seem pretty popular. Funny to see a series of customer reviews turn into a DIY fix for the power supply problem. I have bookmarked that product and hopefully it’s still on the market when I do get a mill.
The lathe has come up with another tricky problem. The Forward relay sticks on. Usually cuts out immediately, sometimes it sticks for a second, and sometimes it doesn’t drop out until I hit the control box like the Fonz.
This explains some of the confusion about the start-stop switches I had in the beginning. There were actually 3 problems, not just 2, and I’ve only solved the first two so far.
Their condition may not be clear from the photo. When I removed them and wiped them off, they continued to ooze oil for days later.
The switches were all worn out and oily so I replaced them all. In the process, I replaced the limit switches that activate forward and reverse. My intent was to solve two problems at once. I was having difficulty getting it to turn the spindle in reverse, and while figuring out what was wrong there, I noticed just how easy it is to flick the spindle start lever from forward to reverse without stopping at stop in the middle.
There is very little stopping the spindle start lever from slipping between forward and reverse. Just a little bump. Kind of like a car having first gear and reverse lined up on the H of a stick-shift. You just know you’re going to accidentally put it in reverse someday.
I’m not prepared to take the spindle start lever and its rod apart and change it right now, nor can I think of exactly how I would modify it… without a lathe. But while digging through the wiring a solution came to mind: adding a direction switch to the control panel. That would make the spindle start lever just turn it “on” and not select a direction. This makes it impossible to accidentally flick the lever into reverse while trying to just stop. I’m happy that my modification has taken care of that.
I had noticed a delay in shutting the lathe down while I did all that other trouble-shooting, but frankly the other problems were getting in the way of figuring out the 3rd problem.
Are you still using the original relay?
Is it still oozing oil?
Don’t assume that oil is an insulator.
Dirty oil can conduct.
I remember an old air cooled single cylinder engine that would quit when it was time for an oil change.
The ignition points were mounted on the side of the block and operated by a push-rod from the cam-shaft.
The oil seal on the shaft was shot and a replacement was not available.
The engine continually leaked oil onto the points.
With clean oil this was not a problem, but as the oil became dirtier it became more conductive.
Eventually it would short out the points and the engine could not be started.
Change the oil and clean the points and it was good for another fairly long time.
It may be well to check for dirty oil in any electrical parts that you have not replaced.
Dirty oil may be passing enough current to hold in a relay.
On the (I confess improbable) theory that may be it sticks because of lack of use, I’ve done some puttering around with the lathe, just making things for the sake of cutting metal, to see if the sticky relay will go away. After a lot of on/off cycles, it’s still doing it, so there’s no reason to believe this problem will just disappear on its own.
A few strategies are available. Outright replacement… with an equivalent relay? Maybe hard to procure but possible. Disassemble to completely clean and refurbish? Assumes the relay is made to allow disassembly, but possible. Swap the forward for the reverse relay? Nice trick and side-steps the problem… I don’t expect to often use reverse. The two relays are identical and they are wired almost identically, so swapping the two relays would take less than an hour.
It could be leakage in the switch that controls the relay, Spar.
You may be able to swap relay functions by switching two pairs of wires.
One pair on the relays and one pair on the start winding.
Are you home today?
I’ll be passing your way sometime today on my way into the big city.
I have a similar lathe and had a similar problem. If I remember correctly the fix was to change the tap on the control transformer so it put out more voltage. There were a number of tap options because the lathe was designed for a global market.
I also at one time had problems getting the lathe to stop by using the foot pedal. It turned out that a rubber mat had moved under the pedal. That was surprisingly difficult to notice since the pedal also operated a brake and the brake was still working.
@compositepro
Yeah, that’s been done already!
Which lathe do you have?
I have been poking and prodding with the multimeter to see what I can find in terms of low voltages but so far everything is being fed 120VAC where it should be. My conviction that it’s contamination in the relay comes from the speedy snap of the reverse relay’s drop-out, which is definitely not the behaviour of the forward relay. Which one’s been used the most for 30 years?
Nonetheless, I’m cutting metal, still in testing mode, finding things like chatter in some operations. Rather where you’d expect to see chatter (slow feeds, long projections) so I’m not alarmed by that.
The previous owner didn’t know how to grind points and edges with rake angles on tool steel, so most of the cutters he’s made are useless. Kind-of funny to get them loaded in and realize “hey, what…?”. The tool holders are fine so I’ll pick up some fresh stock of tool steel bars.
Now time to start to examine the gearboxes more closely. At first it was “no missing teeth, got oil, and go”. With most functions tested and confirm they work now, I can look at how well they’re working and look for any wear-and-tear.
Check that the actual control voltage is 24 volts or higher, not just that the tap is is on the one marked 120V. My lathe is the 1430 model, running on 240V, 3-phase. I will have to look up the exact manufacturer. Your problem could also be sticking micro switches that are operated by cams on the control bar.
The spindle bearings are tapered roller bearings and, like wheel bearings, need to be adjusted for wear.
I use cutting tools with the replaceable triangular carbide inserts. With three cutting tips per insert they are quite economical. It is a real time saver to be not have to re-zero the set-up after tool sharpening.
A DRO (digital read out) is also a very useful option that makes the lathe more accurate and reliable.
Sticking microswitches was the first thing I went after and they were replaced at the same time as all the other switches. This machine is 240V single phase, and the 24V tap on the transformer isn’t used.
I do, however, plan to start using the 24V tap for a tachometer which is on its way here from Ebay soon.
That may develop into adding a DRO but I’m not there, yet.



{kind=link}